标准工时应用
题前话 : 时间是度量一切的最好尺度,那么标准工时可以用于哪些方面,实际操作中又有哪些需要注意呢?在此文我会闲谈一下,本文适合有过工时数据库建立经验的人阅读。
01
标准工时作为IE的专业技能,是我们压箱底的功夫,易学难精。以下摘自官方文档:用于现场改善;用于计划排产;用于对外报价;用于计件单价等等。
1、时间观测方法:
①IE方法:
一位合格适当、良好训练的操作者,在标准状态下,对一待定的工作,以正常速度操作所需的时间。以上定义的条件为:
1)必须在“标准状态”下工作。所谓标准状态,系指标准工作方法、标准工作环境、标准设备、标准程序、标准动作、标准工具、标准机器运转速度等。
2)合格适当的操作者。即操作者必须是一个合格的工人。
3)良好的训练。操作者对该项工作必须受过完全的训练。
4)正常速度。操作者必须在正常速度下工作,既不过分紧张,亦不故意延误。
大多数情况下,测试7-8组数据,使用速度评价法(实际作业速度/标准作业速度),0.667-甚慢;1.0-稳定;1.333-敏捷;1.667-甚快;2.0-非常快。
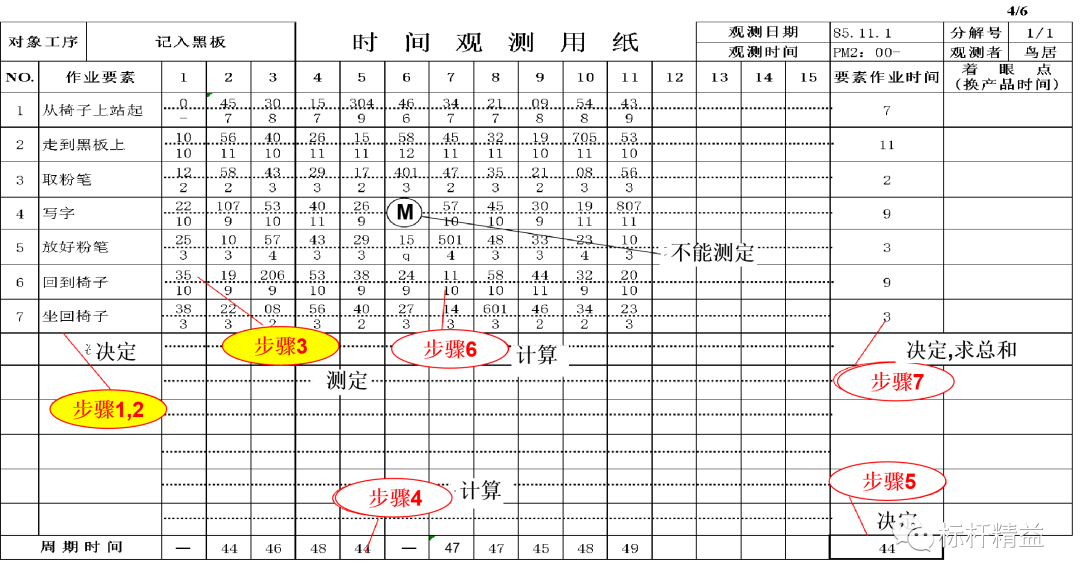
②丰田系方法:
1)观察作业内容,把要素作业记入观测表格。
2)观测时间,过程中秒表不要停。
3)计算1周期的时间,
4)决定要素作业时间;
5)要素作业时间为测量次数出现最多,稳定最好的值。
6)周期时间为完成此作业循环时间。
7)要素作业之和CT,肯定会是周期作业最小值范围附近。这就是着眼点应该填写的内容,也是稳定标准作业应该做的事。
02
2、用于现场改善
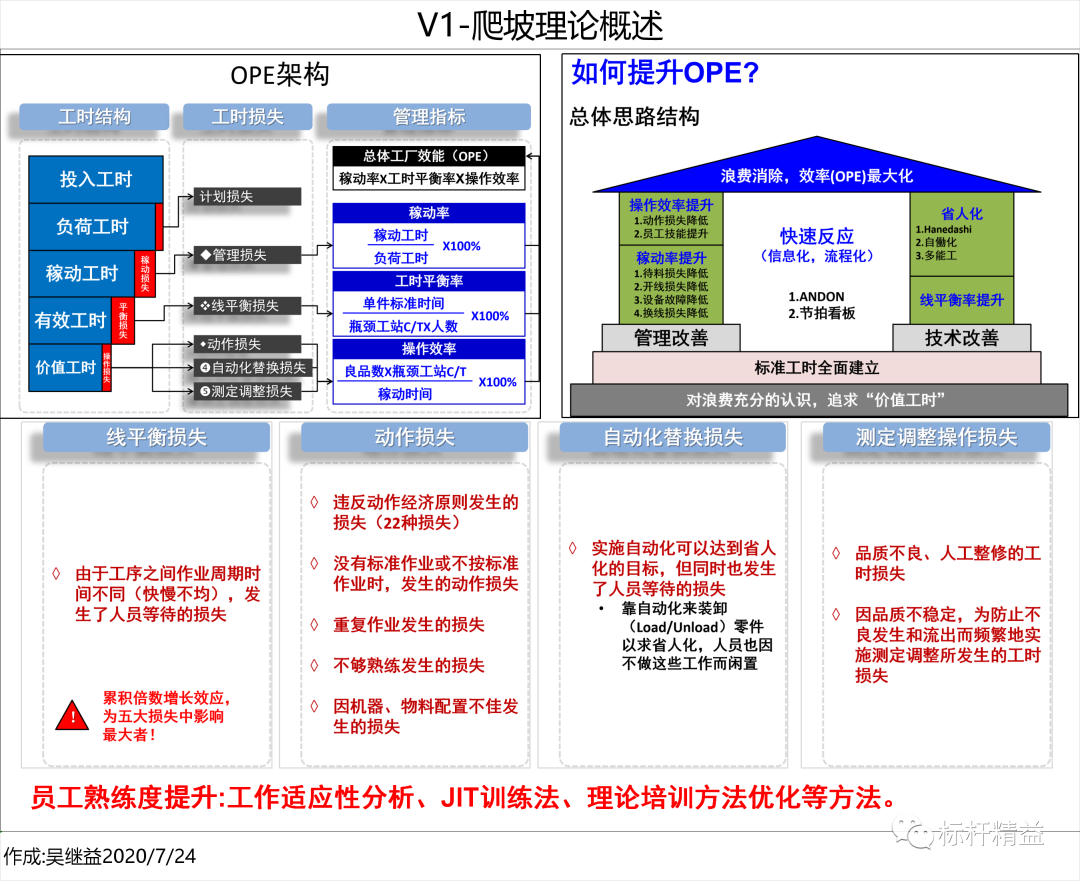
现场改善中建议时间不要加任何宽放,以测量值作为作业组合依据。随着人员作业熟练度提升,作业周期还会减少。在此借用一个OEE衍生方法论OPE,如图所示:
OPE效率接近于0.95,特别是以人为主的组装线,可以有效评估改善的潜力。现场改善时,前6天优先关注动作损失、质量稳定,累计18天时关注线平衡调整。累计25天,以标准作业票+作业指导书,来记录此刻最优的4M1E配置方法。
3.用于排产
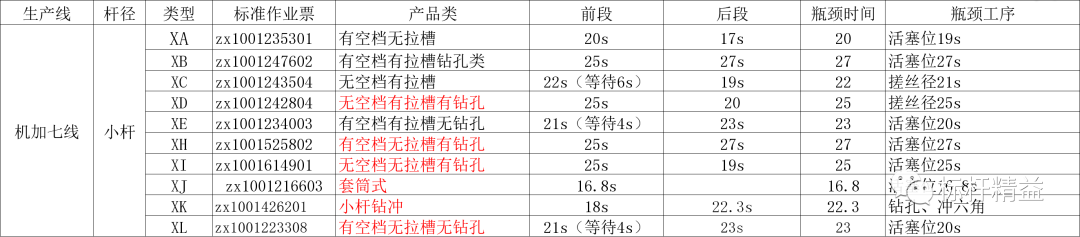
当生产线可以使用标准作业票+作业指导书来进行衡量时,说明进入了标准作业阶段。简单的说就是一定量的4M1E投入,有可控PQCDSM指标,形成了一个稳定的生产单元。工时此刻以:XX件/小时.?人,直通率:?%,工艺特征:XX等方式沉淀到工时数据库中,作为MES最基础数据,用于排产运算。
工时数据库要点如下图所示:
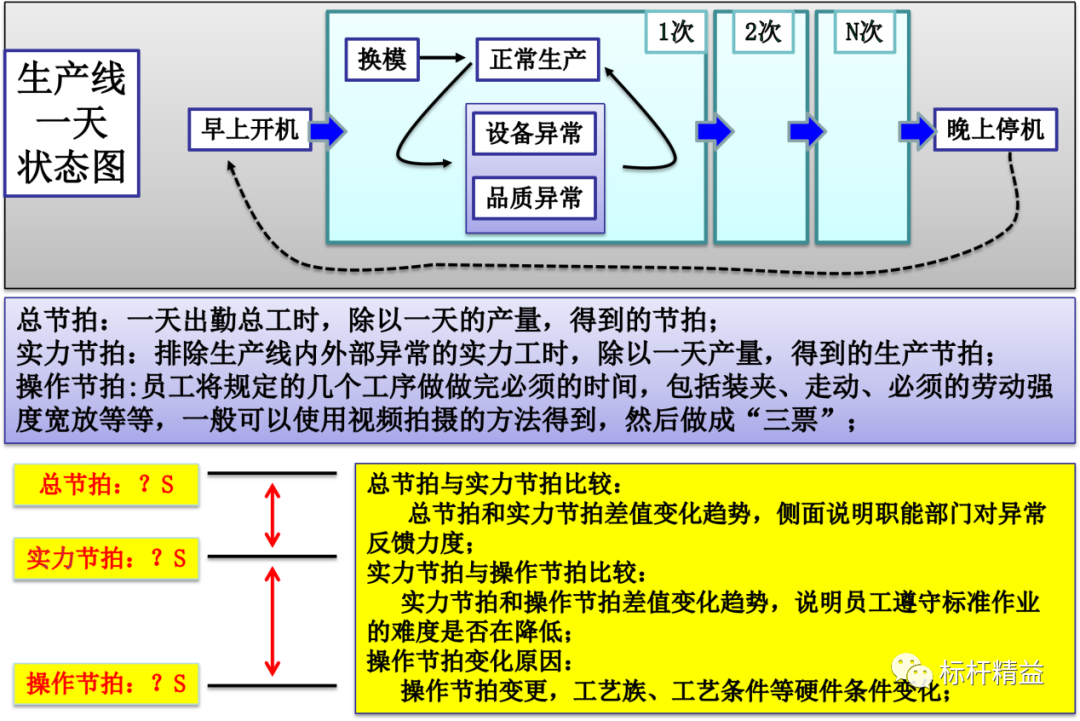
顺带生产线也会有当天的生产和品质日报,监督生产系统随时处于可控,
如图所示:
03
4、用于报价
攘外必先安内,维护好MES中工时数据库是十分必要的。代工企业,利润薄如纸。说句不好听的话,能够算出单个产品是亏了还是赚了,多好的ERP都是无能为力的。决定报价(料、工、费),原材料拉出Bom可以估计,固定费用一段时间可以不变,人工费用等变动费用随产量呈现线性增长。
一份可信的报价,最终取决于工时数据库中数据进行适当的处理得来。适当如下:加一些宽放、不良成本、外协成本、公关等等,让客户看起来合理。进入大厂供应链,公司是否赚钱取决于你对生产细节的掌控,薄利多销。
5. 用于计件单价
一直坚持一个观点,计件单价是企业主、管理方、员工对付出劳动达成契约,不能随意变更。工资高就降,工资低就加,以后单价就成为一个玩物。
没有标准化作业生产单元,进行计时制,是锤炼管理层绝招。宰相必起于州郡,猛将必发于卒伍。中小企业管理者,面对不确定环境快速执行力值得称赞。
对于消除不确定环境谋划能力欠缺,如何让企业尽快进入标准作业十分抵制,认为降低其存在的价值。此刻单工价=工时+管理层水平+当地工资等几个方面总和,如何处理不好就会成为三方博弈的焦点,衍生出无尽管理死循环。