TPM与OEE的管理
制造工厂的核心价值是产量的达成,实际产量=有效工作时间*OEE/节拍,如此来看,开展TPM全员生产维护活动的目标是完成更多的产量。精益现场改善更多的侧重于生产线效率提升,对于TPM的认知,顾名思义判责为保全设备部门的事情。
TPM发展从修理为主、预防故障、改进设备、设计设备,分为自主保全、计划保全、个别改善、TPM活动、教育训练、办公能源、环境安全七大支柱,追求零故障、零不良、零灾害、零废弃四个零目标。
01
TPM方针管理指标设定为OEE是否恰当?当TPM纳入设备保全部门工作后,一些企业将OEE指标作为评价设备部工作绩效。于是我们经常听到一些声音,我们的OEE已经达到99%,也听到一些质疑声,真正的OEE达到80%的企业已经很牛X。
学术者认为企业不是真正的开展OEE,企业实践者认为OEE是符合自己企业的实际管理状况的。这里貌似有认知的矛盾点,实际则是管理的差异点。
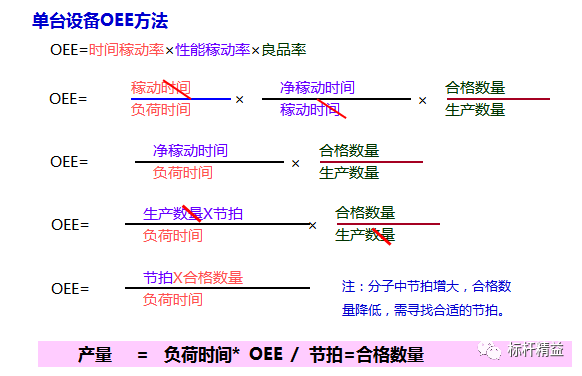
OEE计算体现了三个数据:
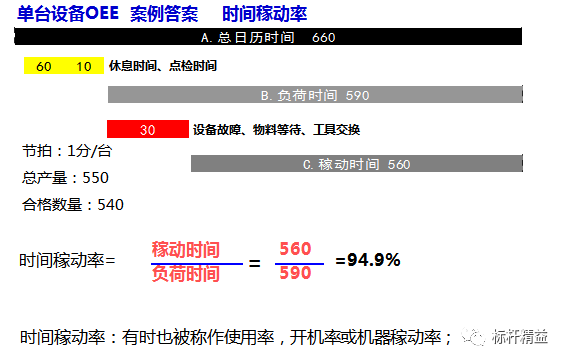
1、时间稼动率:设备故障属于设备部问题,物料等待属于物流部问题,员工作业技能不足属于班组管理问题,等等,这个指标是OEE中最重要的。
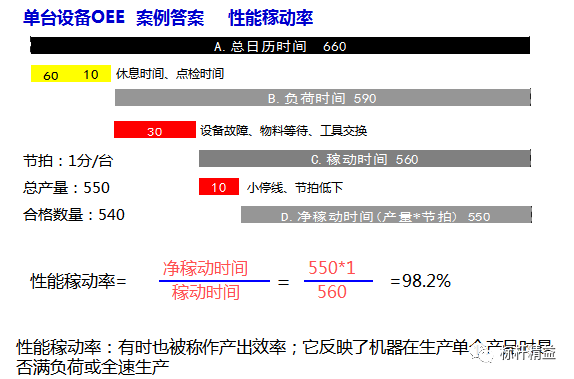
2、性能稼动率:没有任何异常的情况下,产线的效率也不会100%符合理论产量,这个指标的达成需要4M的稳定性配合完成,有设备部、车间、物流部、技术部等等的管理协调作战。
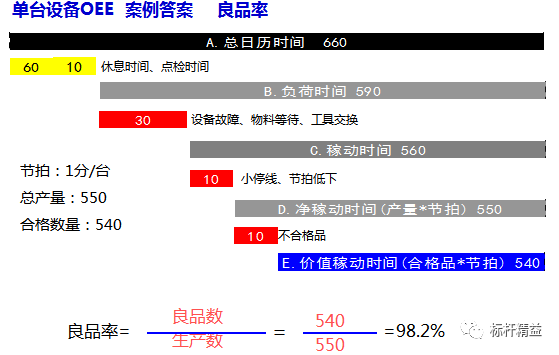
3、良品率:单台设备的合格率或流水线下线的产品合格率。这里面有过程的不良品维修和最终成品的不良品两种情况。
过程不合格的返修上线基本都是车间内部完成,一些数据不会记录到质量统计中。下线的合格率情况质量部门有专门的统计分析,例如一次合格率,下线合格率,直通率等。指标的管理有车间内部的,也有质量部门的工作。
如此分析来看,我们单纯的将OEE设定为某个部门的指标,似乎都不太合理。尽管如此,大部分企业还是将OEE设定为设备部管理指标。于是OEE管理基本等于设备故障停线管理,这也是为何OEE可以达成99%的因素,我们可以理解为局限的OEE。良品率和性能率为100%,依据故障时间计算时间稼动率。
02
OEE指标的有效管理:
1、OEE指标定为车间一级指标,由精益部门统计考评。明确OEE是为产量服务的宗旨,既公司竞争力。
2、OEE二级指标时间稼动率:以故障停线时间设定为设备部指标,百万台停线时间,月累计停线少于10H,单次故障停线少于1H等指标,引导设备部开展TPM活动,预防故障,故障快速处理。车间在故障发生时快速配合,简单故障员工快速处理。我们称之为双指标管理。
3、OEE二级指标性能稼动率:以生产线平衡率,员工技能达成率,物料齐套率,作业手边化率等指标考评生产线性能,车间承接指标管理,依据不同的指标开展具体的工作。
4、OEE二级指标良品率:以质量部的最终下线合格率和车间过程返修率作为指标,质量部和车间双重管理。
TPM追求零故障、零不良、零灾害、零废弃四个零目标,则由设备部主导,围绕设备展开,聚焦设备的故障消除提升OEE;设备异常产生的不良改善,追求精度;设备安全操作改善,侧重防呆;设备改造升级和报废的降本改善,提升自働化。
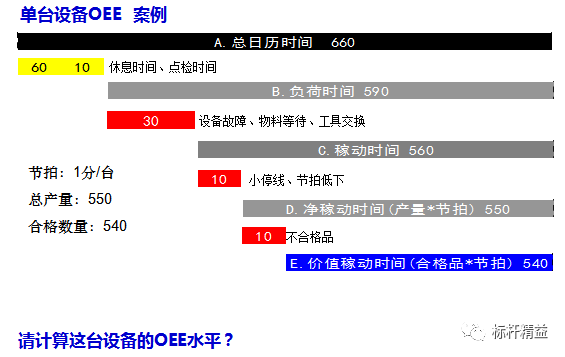
分享一个单台设备OEE的计算案例